影响载带生产注塑故障的主要因素有哪些
 文章来源:NEXTECK
发布时间:2021-01-26
阅读量:次
文章来源:NEXTECK
发布时间:2021-01-26
阅读量:次
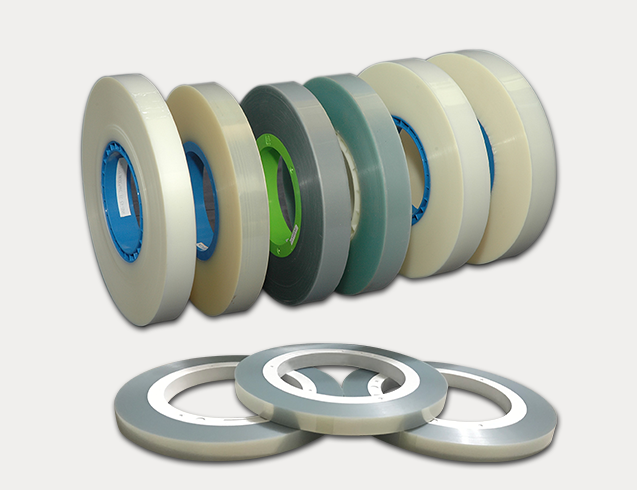
进行精密注塑的工程塑料必须选用那些力学性能高、尺寸稳定、抗蠕变性能好、耐环境应力开裂的材料。
其根据所选择的材料、成品尺寸精度、件重、质量要求以及预想的模具结构选用适用的注塑机。
在加工过程中,影响精密注塑制品的因素主要来自模具的精度、注塑收缩,以及制品的环境温度和湿度变化等方面。
在载带注塑中,模具应切实符合制品尺寸、精度及形状的要求。但即使模具的精度、
尺寸一致,其模塑的塑料制品之实际尺寸也会因收缩量差异而不同。
因此,有效地控制收缩率在精密注塑技术中就显得十分重要。
影响塑料收缩率的主要有热收缩、相变收缩、取向收缩、压缩收缩与弹性回复等因素,
而这些影响因素与精密注塑制品的成型或操作条件有关。
因此,在设计模具时必须考虑这些影响因素与注塑条件的关系及其表观因素,
如注塑压力与模腔压力及充模速度、注射熔体温度与模具温度、模具结构及浇口形式与分布,
以及浇口截面积、制品壁厚、塑料材料中增强填料的含量、塑料材料的结晶度与取向性等因素的影响。
上述因素的影响也因塑料材料不同、其它成型条件如温度、湿度、继续结晶化、成型后的内应力、注塑机的变化而不同。
由于注塑过程是把塑料从固态向液态又向固态转变的过程。从粒料到熔体,再由熔体到制品,中间要经过温度场、
应力场、流场以及密度场等的作用,在这些场的共同作用下,不同的塑料具有不同的聚合物结构形态和流变性能。
将会影响到塑料制品的物理力学性能、尺寸、形状、精度与外观质量。
这样,工艺因素与聚合物的性能、结构形态和塑料制品之间的内在联系会通过塑料制品表现出来。
因此分析清楚这些内在的因素,合理地拟定注塑工艺、设计并按图纸造模、选择注塑加工设备都有重要意义。
而精密注塑与普通注塑在注塑压力和注射速率上也有区别,精密注塑常采用高压或超高压注射、高速注射以获得较小的成型收缩率。